在当今发动机技术提升难度日益加大、动力电池效率不尽如人意的背景下,不论对传统燃油汽车,还是新能源汽车,轻量化技术都是一项共性的基础技术。铝合金作为一种具备多种优良性能的轻质材料,成为目前汽车轻量化技术发展中的首选材料。
车身质量占汽车总质量的40%左右,对于整车的轻量化而言,车身的轻量化起着举足轻重的作用。
我们今天就来聊一聊汽车车身用铝合金零件关键制造技术,包括铝合金汽车板材和管件液压成形工艺、板材温冲压成形技术、型材挤压成形和结构件铸造(铸铝)成形技术等。
铝合金在车身上的应用
铝合金的牌号依据所含非铝元素的种类与含量的不同,分为1000到9000共九大系列。
汽车车身用铝合金材料主要包括:铜元素含量最高、硬度也较高的2000系,主含镁元素、又称“镁铝合金”的5000系,镁硅含量高、抗腐蚀和抗氧化性能好的6000系,汽车车身的不同受力部位会采用不同系列型号的板材、型材、管材及高性能铸铝等铝合金材料。
骨架部分:车身受力最大的部分,采用2000系或7000系材料,可热处理强化。
外板部分:车身次要的受力部位,采用5000系或6000系材料。
车门部分:采用5000系或6000系材料。
地板部分:采用5000系或6000系材料。
铸件:采用高性能铸铝合金,可热处理强化。
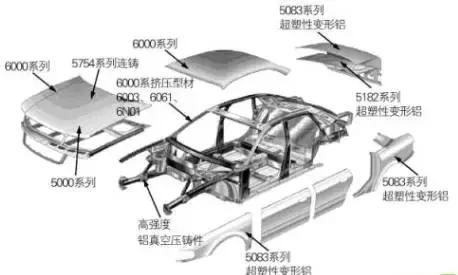
铝铸件被制造能够承载大载荷的部件,明显减轻了重量但同时还具有高的强度。这些板件具有复杂的几何形状,通常是用真空压铸的方式,使它具有较高强度。铝铸件还具有高的延展性,良好的焊接性能,较高的塑性,保证了在发生碰撞时的高安全性。这些铸件的铝合金类型是5000或6000系列铝合金。目前铝铸件主要运用到电动车电池包结构箱体上比较多。

汽车车身用铝合金零件关键制造技术
汽车车身用铝合金零件主要有铸造(铸铝)连接件、覆盖件(板材冲压)、挤压型材骨架结构件、液压成形板材覆盖件和管材结构件等。
普通冲压工艺加工铝合金表面质量差,成品率低(只有70% 左右),不能满足车身零件高精度、高可靠性、高效率和低缺陷制造的要求。汽车车身零件的液压成形技术在欧美、日韩等发达国家的汽车产业中获得了大量应用,设备最高压力达到了400 MPa,加工出铝合金汽车发动机罩内外板、车门内外板及翼子板等覆盖件已装车应用。
大型铝铸件、液压成形部件是铝合金成型的两项核心技术。
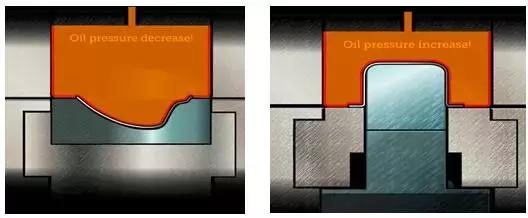
与冲压工艺相比,液压成形工艺的优势如下:
(1)减小毛坯尺寸,节约材料;
(2)提高成形极限,减少成形道次;
(3)零件的表面质量和尺寸精度大幅提高;
(4)降低配套模具数量和成本;
(5)减少后续机械加工和组装焊接量;
(6)可以成形形状复杂、变形程度大、整体性要求高的零件。
这项技术在国外已成为汽车轻量化的主流技术,并朝着集成化、快速化、大型化、精确化等方面发展。虽然国内在大吨位液压成型样机研制方面已经取得成功,如1600 t 和1050 t 材料液压成形设备,但是在国内推广应用铝板液压成形技术还存在着以下主要难点:
(1)基于铝板液压成形设计知识的欠缺。提供给设计人员的液压成形知识不系统、不全面,造成我国设计人员无法或根本不能够考虑到液压成形技术在轻量化结构件上的应用。
(2)面向液压成形技术的铝板材料成形性和零件质量控制体系的研究不足。多数面向普通冲压成形的铝板材料成形性和零件质量控制研究的结果并不适用于液压成形技术。
(3)诸多的工装模具及超高压液压源系统面向产业化的关键技术有待突破。
(4)以铝板液压成形为核心的全系统联动的装备研究不完善。
由于上述原因,面向产业化的并联动作系统并未得到实际的应用,工装和模具开发成型难度大、调试周期长,因而成本较高,在国内车型仍鲜见应用。
铝合金板温成形工艺受到材料成形性能、工艺参数与模具的设计、润滑与摩擦状态等诸多因素的影响,目前仍是一项待进一步研究开发的板料冲压成形新技术。如果得到突破,则可以提供高效率成形技术——平均每小时生产零件(ASPH)大于540件。
近年来,铝合金板温成形技术开始应用于汽车车身。目前,板材温成形冲压技术用于车身铝板冲压仍存在一些不足,主要表现在以下方面。
(1)成形性还需继续改善。铝合金板材的局部拉延性不好,容易产生裂纹,特别是形状比较复杂的零件。
(2)零件表面质量不够理想。为避免拉裂,常常导致冲压拉伸不充分,作为外覆盖件容易出现局部面畸变等缺陷,影响表面质量。
(3)尺寸精度不容易掌握,回弹难以控制。由于上述原因,铝板冲压模具开发难度大、调试周期长,因而成本较高,难以满足高档轿车车身件的质量要求。
型材挤压成形在车身设计中,应用空间框架设计可使车身的静态扭转刚度提高60% 。型材挤压成形技术是一项车身框架型材伺服控制挤压弯曲一体成形技术,也是实现空间框架设计的主要技术手段。
德、日、美等国已投入大量人力物力,攻关大型扁宽铝合金型材挤压工艺、精密淬火与人工时效、精整校直等关键技术。一些新的挤压技术也相继被开发出来,如高速挤压、静水挤压、无残料挤压、变截面挤压等。
中高档汽车如奥迪、宝马旗下众多车型、日产系列、通用君威和君悦以及丰田皇冠等,都采用铝合金作为防撞梁和吸能盒的材料。
型材挤压成型过程实际是从产品设计开始的。产品的使用要求决定了产品的许多最终参数,如产品的机械加工性能、表面处理性能以及使用环境要求等决定了被挤压铝合金的种类。产品的设计形状也会决定铝型材性能以及挤压模具的形状。